废塑料化学回收技术发展前沿
2021-04-20 17:47:09来源:财讯网
在4月8-9日举办的“ChinaReplas2021第二十四届塑料回收和再生大会”上,应主办方邀请,废塑料化学循环技术方案提供商科茂环境的代表发表了《废塑料化学回收技术发展前沿》主题演讲。
以下为演讲的主要内容:
一、废塑料化学回收发展历史
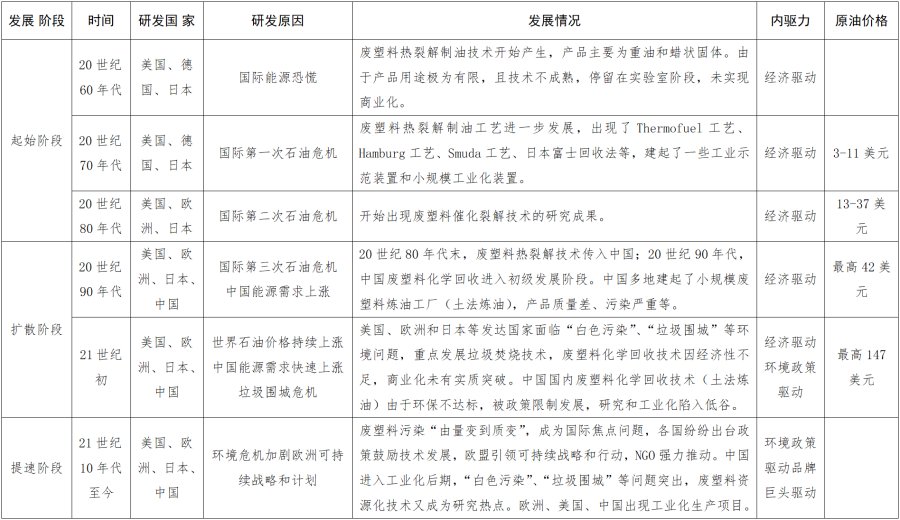
(一)起始阶段
1.20世纪60年代:废塑料化学回收的历史可以追溯到20世纪60年代。当时全世界发生能源恐慌,美国、欧洲和日本等发达国家和地区开始研究将产品回收起来的方法,借此节约和替代一部分石油,这是循环经济的早期雏形。
2.20世纪70年代:因为战争等原因,油价上涨,引发石油危机。仍是美国、欧洲和日本等发达国家和地区,试图提高原油利用率,从而诞生了一些技术和研究,尤其在自然资源匮乏、危机意识强烈的日本,甚至出现过一些小型的工业化装置。
3.20世纪80年代:80年代的中东战争导致第二次石油危机,当时第一次出现“废塑料催化裂解技术”的研究成果。
(二)扩散阶段
1.20世纪90年代:战争导致三次石油危机,油价再次上涨,再一次引起世界对石油安全和石油利用率的担忧,因为石油价格提升和产量减少产生的经济驱动力,人们想把塑料回收起来。一些小型装置开始兴起,现称之为“土法炼油”,多以个体户形式存在,产品品质差、环境污染高。
2.21世纪初:21世纪伊始至经济危机前,油价持续上涨,同时美国、欧洲和日本等发达国家和地区面临严重的白色污染。当时垃圾处理的核心发展方式是焚烧减量,顺带可解决一部分塑料问题,因为废塑料化学回收的收益不高,所以商业化方面没有突破。同时2007年发生一个重要事件,国家环保总局(现生态环境部)发布《废塑料回收与再生利用污染控制技术规范》,明文规定“不宜以废塑料为原料炼油”,将“土法炼油”一棍打死,废塑料化学回收的研究和工业化陷入谷底。
(三)提速阶段
21世纪10年代至今:艾伦麦克阿瑟基金会促成了品牌、零售和包装等巨头企业的全球承诺,这些企业涵盖了全世界20%以上的塑料使用量,终结塑料废弃物联盟也促使国际化工巨头解决塑料污染的问题。这些企业的CEO承诺目标,“可持续”由过去的口号变成了真实的战略目标,由可持续发展部门推动目标的达成,这是真实的动力,他们也真实在推进和投资化学回收,因为化学回收可以得到与原生料同等质量的塑料。
二、废塑料化学回收技术分类
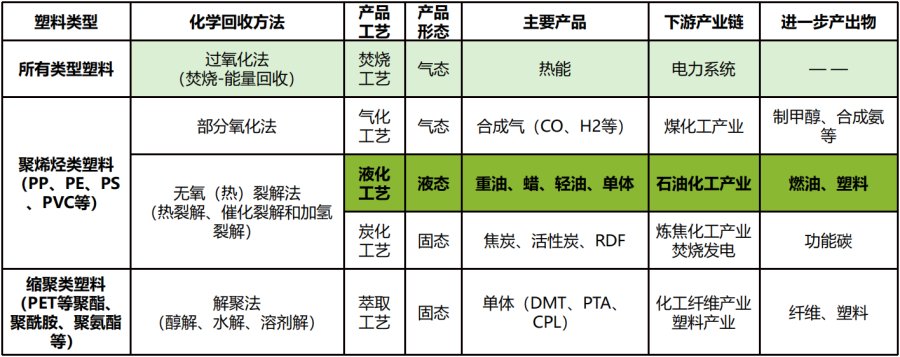
1.过氧化法:即焚烧发电,可处理所有类型废塑料,由氧气完全参与,碳和氢分别生成二氧化碳和水,产出热能导入电力系统。
2.部分氧化法:适用于聚烯烃类废塑料,有氧气参与,生成合成气,产品导入煤化工制甲醇和氨气等。
3.无氧裂解法:适用于聚烯烃类废塑料,一是液化工艺,主要有热解、催化裂解和加氢裂解三种类型,热解一般产出重油和蜡,催化裂解可产出轻油,产出物均可导入石油化工制燃料或化工产品(如塑料);二是炭化工艺,可产出焦炭、活性炭或RDF,产品可导入炼焦化工制功能碳(如纳米碳)。
4.解聚法:又叫萃取法,适用于缩聚类塑料,主要有醇解、水解、溶剂解三种类型,可产出单体(如DMT、PTA、CPL等),产品可导入化纤和塑料产业制化纤和塑料。
目前来看,技术较为成熟、经济效益较好的是液化工艺。
三、废塑料化学循环产业链
(一)产业链讲解

1.物理循环产业链:品牌商和零售商把产品卖给个人和企业消费者,消费者产生垃圾,环卫企业收集垃圾,垃圾中有价值的部分被回收企业拿走,剩余部分由固废运营商处理,其中品类单一、较为干净的塑料垃圾(主要是PET、HDPE和PP,重量大、密度高、宜运输)进行物理回收,得到降级的PCR PET、PP、PE等(无法用于食品和医疗等高质量领域),去到包装企业,由包装企业再次做成新的包装物,再到品牌商和零售商,由此完成塑料的循环。
2.化学循环产业链:前端与传统产业链相同,仍是从品牌商和零售商到消费者,再到环卫、回收和固废处理企业之后,低值的、混合的、受污染的塑料垃圾进入化学循环,产出塑料油或者单体,塑料油可通过化工企业进一步裂解,产出乙烯和丙烯,进而做成原生质量的PCR PP和PE,单体可直接由化工企业做成聚合物,同样是原生质量的PCR PP和PE,之后由包装企业做成可用于食品和医药等高价值领域的包装物,从而回到品牌商和零售商,由此完成塑料的循环。
(二)产业链案例

1.SABIC+联合利华:两家巨头联合推出梦龙冰淇淋包装盒,这是世界上第一个上市的食品级塑料化学循环案例。他们的供应商用化学回收的方式,将回收回来的塑料重新生成原生品质的食品级塑料。虽然体量不大,但具有划时代意义。

2.BASF:有四个产业链合作伙伴,包括汽车、电器、一般包装和食品包装等。尽管并没有上市,但这样的企业和案例逐渐增多,尤其是巨头企业都在努力实现。
四、聚烯烃类废塑料化学回收技术进化

代际划分的标准是处理方式,由人工,到机械、热、化学和复杂化学。将废塑料转化成高品质产品的,一定是极其复杂的化学反应。分类不一定准确,还请业内人士指教。
(一)原始阶段
就是土法炼油,已经被国家禁止了。处理橡胶和轻度混合的塑料,产出重油和蜡。
(二)第一代
釜式热裂解,没有催化剂,明火加热,处理橡胶和轻度混合的塑料,产出重油和蜡。曾经在山东、河南等地大规模盛行。
(三)第二代
1.管式热裂解:处理橡胶和轻度混合的塑料,反应深度不够,产出轻油(少量)、重油和蜡。
2.溶剂热裂解:用溶剂加热融化塑料的裂解,处理轻度混合的塑料,产出轻油(少量)、重油和蜡。
3.超临界水热裂解:在高温高压下,用水作为加热载体并起到微催化作用,处理重度混合的塑料,产出轻油(少量)、重油和蜡。
4.釜式催化裂解催化重组:催化效果不错,可处理中度混合的塑料,由于热效率有限,产物中还有少量重组分。
(四)第三代
第三代以后,产物就不应该有重油组分了,而且可以处理重度混合的塑料,包含其他有机质和复杂组分。
(五)第四代
运用气体介质内热的加热方式,效率高,一条线日产能可上百吨。处理重度混合的塑料,产出轻油。
(六)第五代
循环流化催化裂解烯烃重组,处理重度混合的塑料,可直接产出单体,距离聚合物仅有一步聚合。科茂已过中试。
五、技术经济性核心要素

一项技术是否具有经济性,要把投入和产出拆解开来详细探讨。
(一)产出要素
1.产品价格:热解产出的重油价格在1500~2000元之间。催化裂解催化重组技术产出的轻汽柴油(塑料油)价格比重油高得多,若用于生产循环塑料,则有更高溢价。
2.高价值产品收率:因为有催化剂的参与,反应效率更高,催化裂解催化重组技术的高价值油品收率会高于热裂解。
3.单条线日产能(连续性):欧洲一些做得不错的企业,实际上不是连续生产,而是釜式生产,先将反应釜加热,反应完全后降温排渣,之后再进料加热,因此能耗很高,投资较大。第3代以后的催化裂解催化重组技术可实现连续生产,因此能耗及投资较低。
(二)投入要素
1.设备投资:如果对原料要求高、反应条件高、工艺流程长,设备投资就会高。催化裂解催化重组技术对原料要求低、反应条件低、工艺流程短,设备投资低。
2.温度相关的能耗及投资:温度高意味着能耗高。生产所需温度上升100℃,每吨塑料能耗成本可能会增加100~150元,同时对设备的要求和投资成本也会上升。催化裂解催化重组技术所需温度较低,对设备要求不高,因此能耗成本及设备投资较低。
3.进料要求和预处理:如果对进料要求高,比如只能处理单一塑料,或者需要清洗、预处理等等,都意味着更多的投资。催化裂解催化重组技术对进料要求较低,不需精分和清洗,且预处理简单,因此投资较低。
4.催化剂生产和处理:催化剂有成千上万种,在石油炼化行业,许多催化剂含有贵金属和重金属,成本高昂,而且如果重金属催化剂进入尾渣,尾渣会被判定为危废,后续处理费用同样很高。科茂催化裂解催化重组技术所用的催化剂无贵金属和重金属,对环境无害,可以回收。
六、发展较快的塑料化学回收企业

根据部分公开信息显示(投资和承购协议等),目前发展较快的废塑料化学回收企业大致有上面几家,从工艺上看,炭化和气化基本没有发展较好的。这是抢赛道的过程,数家巨头都有投资或合作。尽管目前中国还没那么激烈,但随着政策的放开,市场会逐渐打开。
以上是个人基于部分公开信息的初步判断,若有错误,请大家批评指正。
七、化学回收工厂的场景和未来
(一)垃圾分选厂+废塑料化学回收工厂

1.简介:可能建立干垃圾、湿垃圾、装修垃圾分选厂等,也有可能单独在焚烧厂旁建分选厂,分选出垃圾中的高价值塑料做物理回收,混合低值废塑料做化学回收,生成高价值原料油或新塑料原料,剩下的垃圾该焚烧的焚烧,该填埋的填埋。随着垃圾分类标准和回收率目标逐渐清晰,未来这种业态可能很多城市都会有。
2.发展趋势:目前分选厂的业态已经出现,我国某些城市已经存在湿垃圾和装修垃圾等分选厂。这种业态未来几年会大幅度增长,且我国极有可能会成为全球最大的市场,甚至三五年时间就会实现。以上海为例,每天产生的低值废塑料在五六千吨左右,一年就是200万吨左右,相较于欧洲几十吨的小工厂,我国的市场潜力更大。另外我国可能会成为PCR PP、PE的出口国,因为我国人口密度大、垃圾体量大,少量大城市已经开始启动了。
(二)垃圾焚烧厂+废塑料化学回收车间

1.简介:在焚烧前将混合垃圾经过分选设备,分选出其中的塑料,进入化学回收设备,生成高价值原料油或新塑料原料,剩余垃圾进入焚烧设备。这样可以很好地实现减量化和资源化。
2.发展趋势:对一部分处理量饱和的焚烧厂有积极意义,分出塑料垃圾单独处理,相当于增加焚烧厂的处理量,即增加收入,通过化学回收处理塑料垃圾,又增加一笔收入;对另一部分处理量不饱和的焚烧厂有消极影响,分选掉热值高的塑料垃圾后,可能炉子都烧不起来。因此情况差别很大,要看具体情况。目前我国现有四五百座焚烧厂,未来的饱和度预估在900座左右,其中一定比例的可以用化学回收升级改造。
3.利润来源:现在的焚烧厂把塑料当垃圾烧掉,产值大约数百块一吨,而塑料制品成本上万快,焚烧是极大的浪费,化学回收可让每吨塑料产生两三千块甚至更高收益,这是技术革新带来的利润增加。
八、分选+低值废塑料化学回收
(一)自动化分选工厂

该图来自陶朗的伙伴,这是未来自动分选的蓝图。未来的垃圾大概率不是靠人工分拣,而是大规模机械分选,由此诞生一系列垃圾分选厂,高质量的塑料垃圾(PET、HDPE等)做物理回收,低值混合脏塑料(包括含有塑料的纸基复合包装)做化学回收,金属和混合纸单独回收,RDF用作燃料等等。这种工厂在欧洲已经有100多个,我国已经开始建了,这很有可能是未来的趋势。
(二)垃圾资源化枢纽
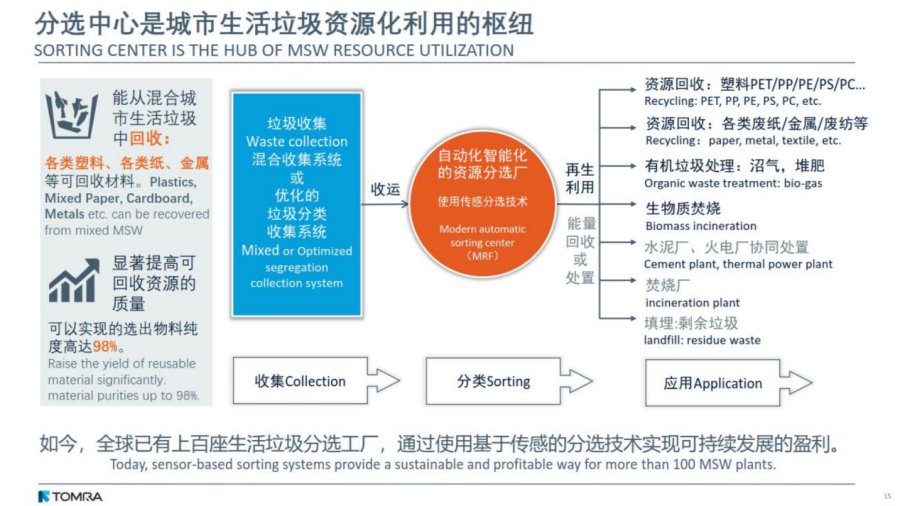
未来分选中心才是城市生活垃圾资源化利用的枢纽,只有分选,才有后面的资源化。前端混合收集或优化的垃圾分类收集,经过自动化智能化的分选厂,各类垃圾有不同的再生利用和处理方式,塑料可物理回收或化学回收,纸、金属等可回收,有机垃圾可堆肥或发酵,生物质可作燃料,不可回收的可焚烧发电或通过水泥厂、火电厂协同处置,无法处置的填埋。这就是未来垃圾资源化的蓝图,很清晰很明确,也有很长的路要走。

塑料垃圾有三种回收方式,互相并不冲突,而是互补关系。物理回收处理高价值的、品类单一的、较为干净的塑料,化学回收处理低价值的、混合的、受污染的塑料,能源回收处理太脏太乱无法资源化回收的,以及未能分离出来的塑料。目前我国的物理回收相对较为成熟,能源回收发展比较充分,化学回收才刚刚起步。而化学回收的价值,不仅在于减少焚烧产生的二噁英等污染,还可以减少碳排放50%以上,更多的是充分回收资源,终结塑料垃圾。
作者:科茂环境董事副总裁李金城博士
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。
标签:
相关阅读
-

-

-

csgo第一次开箱子怎么开?csgo新号开箱子好出金吗?
出金率最高的箱子推荐,csgo租刀平台app哪个好?csgo开箱网站下载?以下由小编为大家带来介绍。csgo第一次...
2023-06-08 -

-

-

-
-
-
csgo第一次开箱子怎么开?csgo新号开箱子好出金吗?
出金率最高的箱子推荐,csgo租刀平台app哪个好?csgo开箱网站下载?以下由小编为大家带来介绍。csgo第一次...
2023-06-08 -
-
-
-

-

-

-

-

-

-

-

-

-
-

-

-

-

-
-

-

-

-
连续7天获资金 环球关注")
-
成_天天快资讯")
-

-
 观速讯")
-
 播资讯")
-
")
-

-

-

-

-

-

-

-

-
-

-

-

-

-

-

-

-

-
-

-

精彩推荐
阅读排行
相关词
- 中国专家最新研究证实:肠癌相关标准治疗方案非普遍适用|全球热消息
- 世界通讯!生存游戏《浩劫前夕》发布全新预告视频 将重新上架Steam
- 北交所上市公司迈入“200+”时代
- 全球热推荐:护航“平安高考” 大兴安岭市场监管部门在行动
- 《原子之心》发布首个DLC敌人前瞻预告 今年夏季发售
- 广西来宾市市场监管局开展药品不良反应监测有成效
- 四川省遂宁市蓬溪县市场监管局开展“儿童用品安全行”主题宣传活动-要闻速递
- csgo开箱秘籍是什么?csgo开箱小技巧了解一下
- 报道:双星新材董秘回复:短期波动受到多种因素影响,因坚定自身而努力发展,公司持续深耕新材料发展,积极调整产品结构
- 双星新材董秘回复:公司一直在不断优化产品结构,对普膜产品持续结构调整
- 贝云科技“点亮”伦敦设计双年展 LUZENSE探索“情绪照明”
- csgo能不花钱开箱子吗?csgo一周可以掉落几个箱子?
- 《影子武士3:最终版》发布新版本更新 改善整体视觉效果
- 云南:总投资1916.75亿元,141个新项目完成签约|全球热资讯
- csgo开箱子网址有哪些?csgo能在手机上开箱子?
- 焦点报道:2023中国·天门服装电商产业峰会将召开
- 海泰新光董秘回复: 公司第一代产品没有在市场上进行大量推广,这是与公司的产品和市场定位有关|热点在线
- csgo可以去哪开箱?csgo公认最好的开箱平台介绍
- 事关耕地红线!浙江推进“进出平衡” ,严控一般耕地转为其他农用地
- 焦点简讯:金桥信息(603918)6月8日14点41分触及涨停板
- 祥生医疗董秘回复: 祥生医疗主营业务为超声医学影像设备研发、制造和销售
- 环球速看:海南昌江一湿地公园首次记录到六只紫水鸡幼崽同框
- csgo开箱子钥匙如何获得?csgo怎么得到箱子?
- 无人机巡视、红外测温…… 上海电力“设备主人”护航高考 快消息
- 全球关注:港元拆息普遍上升 一周及两周利率结束六连跌
- 中国科传(601858)6月8日14点44分触及跌停板|环球滚动
- csgo手机开箱子可行吗?csgo开哪个箱子划算?
- 《麦登橄榄球24》Steam页面上线 游戏暂不支持中文
- *ST京蓝(000711)6月8日14点44分触及涨停板 每日消息
- 法国反对北约在日本设立办事处
- csgo开箱见金必中吗?csgo良心开箱网站分享
- 焦点快看:广东:向海图强 激发蓝色经济新动能
- 上海市历史博物馆与俄罗斯国家历史博物馆签订友好合作备忘录
- 河北井陉:保护古村风貌 留住乡愁古韵
- 日播时尚(603196)6月8日14点35分触及涨停板
- 泉峰汽车: 公司控股股东及一致行动人自公司上市以来从未减持公司股票|全球讯息
- csgo全球开箱网站有哪些?csgo开箱靠谱吗?
- 每日热议!75年后,新疆考古第一人黄文弼《罗布淖尔考古记》崭新再版
- 天天新消息丨星火成炬 | 此去,桃李满天下!
- 第七届平遥国际电影展面向全球征集华语剧本项目 天天快报
- 全球热文:洪都拉斯总统特别助理:期待访华增进双边关系
- “新歌唱新疆”巡演首场在乌鲁木齐举办
- 四书五经指什么 四书五经指什么生肖?
- 深圳阳光整形美容医院怎么样_是三甲医院吗
- 手机评测排名2022:不同价位段中的最佳选择
- 海泰新光董秘回复: 谢谢您对公司的持续关注,也感谢您对公司的理解和支持-播报
- csgo开箱回本率是多少?csgo开箱微信支付在哪里?
- 向海图强!海洋经济“扬帆远航”-今日热搜
- csgo开箱梗是什么?csgo怎么批量开箱?
- 每日看点!更宽敞!我国新一代载人飞船可坐7人,将实现回收技术
- 微信群待办怎么发 微信群待办怎么发起-天天微速讯
- csgo开箱玄学有哪些?csgo开箱看见金了必出吗?
- Win11永劫无间蓝屏出现应该如何应
- 雾霾蓝连衣裙配什么鞋子 雾霾蓝连衣裙搭配什么鞋子-世界讯息
- 深圳友华普惠眼科怎么样 手术案例效果证明一切_全球实时
- 每日热文:通讯:“中国为我打开机遇之门”——一个洪都拉斯青年的中国情缘
- csgo开箱多少钱一个?csgo开箱模拟器推荐
- 日本民众举行抗议活动 反对政府排放核污染水入海_环球时快讯
- 离婚协议书的格式 离婚协议书的格式怎样写图片
- 潘功胜:中国坚持稳健的货币政策是金融周期相对稳健的原因-短讯
- 全球要闻:普通话手抄报内容大全_普通话手抄报内容精选
- CPU蓝屏一进系统就重启该如何解决
- 热点评!公安部交管局公布近期三轮车肇事肇祸典型交通事故案例
- 海南司机 今日高考英语听力考试期间途经考点禁止鸣笛-世界视点
- 长三角铁路端午小长假预计发送旅客1500万人次
- 妄想山海营地怎么升级(妄想山海营地如何升级) 环球即时看
- 什么是新零售的前端表象(新零售的表现形式)
- 怎样快速去黑眼圈_怎么去除黑眼圈|世界聚看点
- api-ms-win-core-bicltapi-l1-1-0.dll文件丢失如何修复?|热点在线
- xmllite.dll文件被破坏怎么办|天天微动态
- 一公顷等于多少平方千米_等于0.01平方分米
- 星球神偷官网在哪下载 最新官方下载安装地址
- 今日热搜:和平精英第十周任务怎么完成 任务完成技巧方法详解
- “国企领导牵手门”最新进展:牵手门涉事女子已被停职并接受调查
- 如何解决msprivs.dll报错丢失问题 环球热头条
- 前沿资讯!英语四级多少分及格_英语四级简介
- 灵显第一季_关于灵显第一季介绍 焦点日报
- 国服csgo如何开箱?csgo国服开箱方法介绍
- 河南省开封市龙亭区市场监管部门就定量包装茶叶过度包装问题开展专项检查和行政指导
- 天天速读:安徽省市场监管局推进法治政府建设结硕果
- 7b蓝屏怎么解决
- 新知青_关于新知青简介
- 深圳思莉医疗美容门诊部怎么样 真实情况在线获取-全球播报
- 新石器_关于新石器简介 环球热点
- csgo去哪开箱?csgo新人玩家开箱攻略
- 端午假期火车票6月8日开售,年轻人寻找下一个“淄博”
- 视焦点讯!童年好词好句好段_童年好词好句好段总结
- 老火靓汤的做法_教你做五种最简单的广东老火靓汤
- 遗憾!河南一考生因迟到未能进入考场 老师考场外安慰
- 当前动态:元宵节吃汤圆和元宵是一样的吗_元宵节吃汤圆和元宵介绍
- 老六爱找茬什么时候出 公测上线时间预告
- 中国石油大学辟谣!|全球新动态
- 小房子简笔画涂色(小房子简笔画) 天天看热讯
- 万宁市气象台发布雷电黄色预警【Ⅲ级/较重】【2023-06-08】 最新资讯
- 重庆璧山区扎实开展政府质量管理奖培育、评选、管理工作
- 世界讯息:小女巫奥莉维亚的魔法商店官网在哪下载 最新官方下载安装地址
- 比亚迪推出10万元内新SUV车型 焦点热议
- 世界速看:公共 | 河北省石家庄市井陉县文旅局关爱未成年由“送文化”到“种文化”传承优秀文化
- 环球短讯!剑影寻光官网在哪下载 最新官方下载安装地址
- 河南省渑池县持续优化营商环境激发经营主体活力_今日快看
- 四川省市场监管局全力助推个体私营经济高质量发展 聚看点
- 旅游 | 河东文旅精品“引燃”美丽深圳 环球热文
- 国家金融监督管理总局:要真正实现金融监管“全覆盖 无例外”-焦点播报
- “第一生育大省”广东作部署:支持有条件地区发放育儿补贴 全球信息
- 坐竹筏被筏工索要红包?广西阳朔:景区公司暂停涉事人工作2个月
- 天天速读:两部门印发通知:举办全国和美乡村篮球大赛
- 向海图强!海洋经济“扬帆远航”_环球讯息
- csgo国服不能开箱子吗?csgo国服开箱子详细介绍
- wmvdspa.dll损坏修复方法
- 如何解决出现olepro32.dll加载错误的问题
- Win7运行Wegame蓝屏出现该怎么应对
- 天天要闻:实控人被列入失信被执行人名单,加加食品的股价持续下跌
- storport.sys蓝屏无限重启应该如何应对
- 潘功胜回应汇率波动:我国外汇市场将有条件保持较为平稳运行状态
- 德阳市旌阳区人大常委会调研区农村集体经济发展情况
- 新疆皮山机场新建工程选址报告获中国民航局批复 环球速看料
- 每日观点:政府当“红娘”,企业来“相亲” 这场产销对接会为四川纺织服装产业送福音
- 德阳市旌阳区双东镇“三强化”提升基层人才能力|世界快消息
- 浙江空管分局首次建设完成国产化导航台设备
- 顶烈日 战高温 什邡公安交警为高考保驾护航
- 世界微资讯!线上线下齐发力 全民共享“四川非遗购物节”
- 世界快讯:移动廊道亮相广州白云机场 为远机位乘机旅客撑“伞”
- 天天快看点丨海南海洋乐园大盘点~别收藏,我怕你玩不过来
- 山东机场:强化“四心宣讲”奏响“空港乐章”|每日动态
- 天津航空:为旅客提供安心的出行保障
- 【环球播资讯】南充蓬安:护航高考 交警同行
- 南充顺庆:爱心助考 “电”亮未来
- 环球热资讯!emulator64.dll丢失如何修复
- PEX启动蓝屏出现应该如何应对 世界简讯
- 践行“绿水青山就是金山银山”通过设立巡逻队来禁止渔民非法采集珊瑚 并吸纳渔民进入景区就业|环球微头条
- 2023年6月大学生村官考试公告汇总
- 环球快报:生存冒险游戏《血清》新预告 支持简体中文
- 天天最资讯丨应急管理部:今年以来生产安全事故起数和死亡人数持续下降 但重特大事故有所反弹
- 微动态丨威高骨科:脊柱、创伤、关节三大领域全部集采并落地执行
- 康泰医学:暂无脑机接口相关产品
- 士兰微:65亿定增获证监会批文 IDM龙头加速汽车芯片产品升级
- 李云泽:下好风险前瞻防控先手棋 以更加主动态度应对风险隐患-全球今亮点
- 全球热讯:中级经济师《金融》每日一练(2023.06.08)
- 腾讯《无畏契约》国服今日终测 20名英雄爽玩 天天报资讯
- 永远杀不完 任天堂发布《塞尔达》历代总BOSS加农集锦_焦点速读
- 世界新资讯:君禾股份:未来预期随着海外库存消耗及消费市场逐步复苏 水泵主业会呈现复苏反弹
- 2023山西太原市古交市招聘社区专职社工体检和考察公告_天天时快讯
- 易纲:坚决把绿色金融工作摆在突出位置,实现“3060”目标需要胡萝卜加大棒
- 2023年山东泰安肥城市城市社区专职工作者招录进入面试范围人员递补名单(第三批)_时讯
- 每日看点!隔夜SHIBOR报1.3390% 下降6.50个基点 7天SHIBOR报1.8500%
- 世界快播:华菱钢铁:目前废钢资源相对稀缺成本较高,长流程炼钢更具经济性
- 全球消息!易会满:进一步打通痛点堵点,为机构投资者入市创造更加有利环境
- 《神秘岛》开发商新作《苍穹乾坤》使用AI辅助开发 引众筹者不满
- 天天头条:五大行再次下调存款利率
- 客人去哪了?五一后各地餐饮生意直线下滑,突然就没人了


